激光焊接與傳統(tǒng)焊接方式區(qū)別與比較
熱量輸入
焊接精度
加工方式
能耗與成本
激光焊接種類區(qū)別與定義
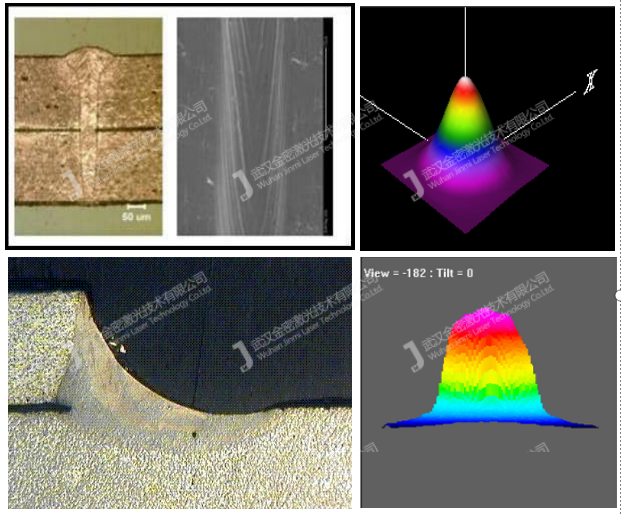
根據(jù)熔池特性—傳導(dǎo)焊與匙孔焊
根據(jù)加工特性—點(diǎn)焊與縫焊
根據(jù)精度/配合度特性—精密焊接�����,無填料焊接與填料焊接
根據(jù)材料特性—金屬與非金屬焊接
光束質(zhì)量對焊接效果的影響
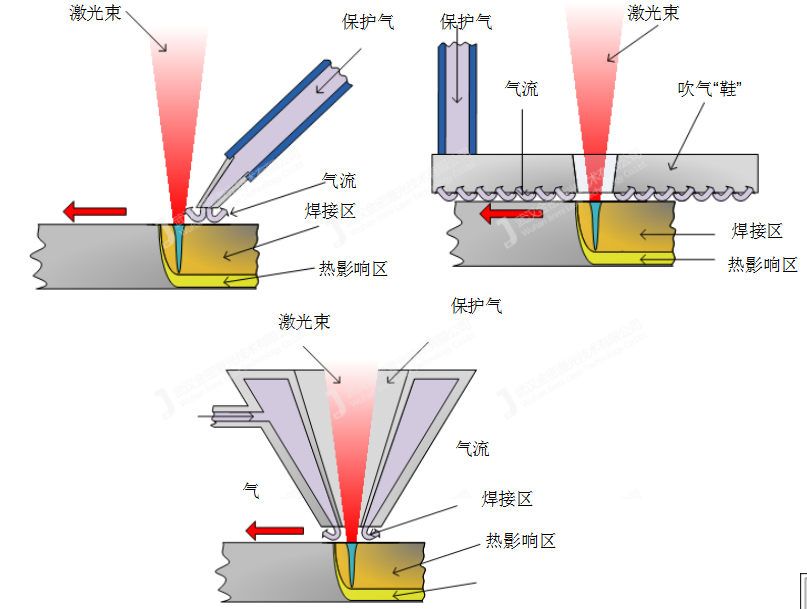
保護(hù)氣能起到防止材料燃燒氧化,抑制飛濺�����,降低/提高某些材料活性,間接冷卻材料等作用���。保護(hù)氣的使用對焊接的質(zhì)量會起到十分關(guān)鍵的作用��。在開放環(huán)境中�,我們一般會采取吹氣方式��。根據(jù)實(shí)際環(huán)境���,我們建議客戶采用合適的吹氣方式���。
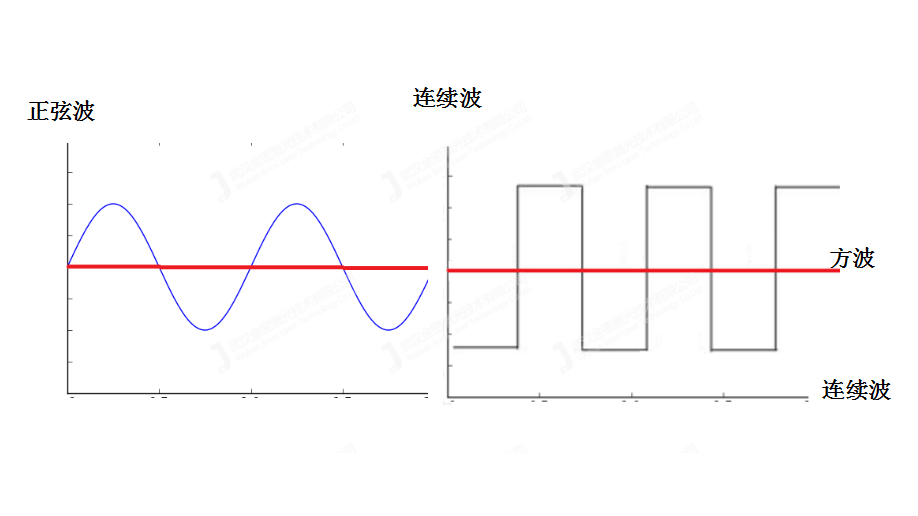
連續(xù)激光參數(shù)設(shè)置
為了獲得更好的焊接效果,有時我們需要對連續(xù)波參數(shù)進(jìn)行調(diào)制����。正弦波和方波都是典型的調(diào)制波。
在相同的功率輸出前提下��,正弦波和方波都能獲得更深的熔深和更快的焊接速度�,熱影響區(qū)也會變小。但是焊接表面平整度變差�。
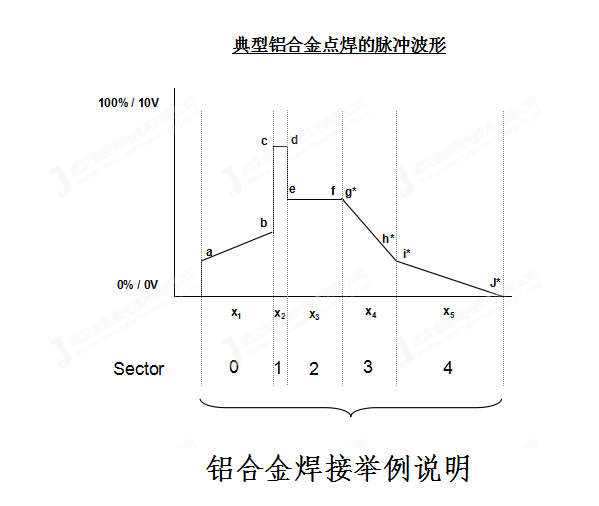
脈沖激光參數(shù)設(shè)置
在使用(毫秒)脈沖激光進(jìn)行焊接時,為了克服某些合金在激光焊接時產(chǎn)生的開裂,氣孔��,強(qiáng)度差等問題���,或者為了減少熱影響區(qū)���,(薄材焊接)消除焊痕,
我們需要對輸出的激光脈沖波形進(jìn)行編輯��。實(shí)際生產(chǎn)中����,不同優(yōu)化波形已經(jīng)被證明具有良好效果。